Sculpture conservation Cleveland: The sculpture conservation section of McKay Lodge Conservation Laboratory did something different involving sculpture conservation in Cleveland recently. It put sculpture conservation knowledge and skills to a very different purpose – preservation through replication.
Two cast bronze drinking fountains reproducing two lost originals of 1928 were made by the Cleveland area art conservation center McKay Lodge Conservation Laboratory over the 2016 winter and just installed in 2017 in the Fine Arts Garden at the Cleveland Museum of Art. McKay Lodge Conservation Laboratory provides art conservation services in the greater Cleveland area and beyond, including sculpture conservation, but also provides art fabrication and re-fabrication services. McKay Lodge Conservation Laboratory has, on many occasions in the past, and now regularly, provided art conservation maintenance services for the sculptures in the Fine Arts Garden at the Cleveland Museum of Art.
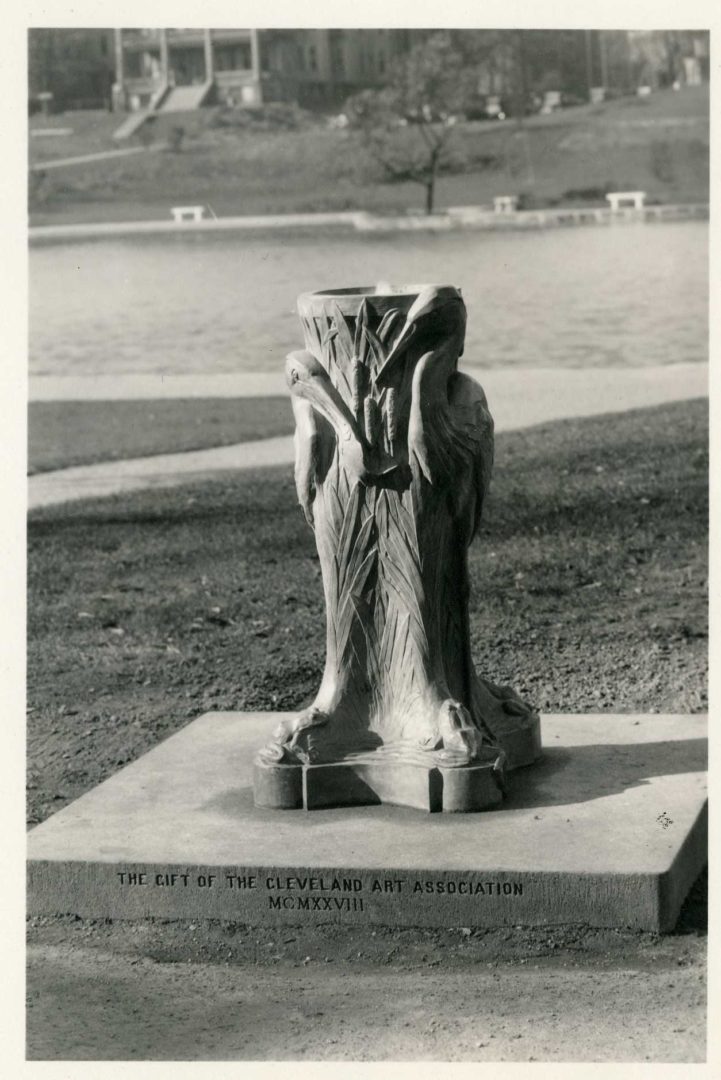
The two original bronze drinking fountains were stolen in 1980. Named “The Great Blue Herron (sic) Drinking Fountains,” they were the gifts of (one fountain) Mrs. Eugene R. Grasselli and (the other fountain) The Cleveland Art Association (CARTA). The Cleveland Art Association was founded in 1895 to promote and support the visual arts in the greater Cleveland community.
Eugene R. Grasselli (1810-1882) came to the United States from Strasbourg, France in 1836. He established a chemical plant in Cleveland, Ohio in 1866 and pioneered the refining of sulfuric acid. The plant was incorporated as the Grasselli Chemical Corporation in 1885 with Eugene’s son Caesar A. as its first president and other family members as directors. Mrs. Eugene Grasselli dedicated her fountain to this son C.A. Grasselli. Caesar’s son, Thomas S., followed him as president. The company grew to include 28 plants before it was sold to du Pont in 1928.
The original fountains had been installed across from one another near water’s edge of the Wade Lagoon of Wade Park that is the site of the Cleveland Museum of Art’s Fine Arts Garden. The unveiling of these two bronze drinking fountains in 1928 was one of the final steps in the development of the Fine Arts Garden which commenced in 1928 when it was formally presented to the City of Cleveland by the city’s Garden Club.
The Fine Arts Garden is part of Wade Park and, with its large lagoon, forms the sweeping front grounds of the Cleveland Museum of Art (opened in 1916). These grounds were designed by Frederick Law Olmsted Jr., of the Olmsted Brothers landscape architecture firm.
The two bronze drinking fountains were an integral part of the collection of sculptures and a fountain that were distributed within the Fine Arts Garden.
Forty seven years after being missing, the Cleveland Museum of Art approached McKay Lodge Conservation Laboratory about the possibility of restoring their beautiful presence by creating bronze reproductions for the Fine Arts Garden.
This was certainly feasible. McKay Lodge Conservation had recently created bronze reproductions of a 1930’s functional drinking fountain for the Pittsburgh Parks Conservancy, making a copy from an existing original.
The case of the Cleveland Museum’s fountain was more challenging, however – there were only a few images surviving to work from. The two original fountains had been stolen. Nevertheless, Tom Podnar, the senior sculpture conservator at McKay Lodge Conservation Laboratory, felt it was doable. Mr. Podnar was once, deep in his past, not only an accomplished sculptor but at one time the manager and part owner of a Cleveland foundry.
And so it was done.
The key steps in the long process of achieving this feat are illustrated and explained below.
The Cleveland Museum of Art commissioned from McKay Lodge Conservation Laboratory one reproduction sculpture and operable fountain, then decided to commission two, to match the original set, at a total contract price of $46,007.00.
These bronze fountains have deep sculpture detail and elegance in composition, each featuring two heron, cattails, and frogs at the corners of their bases. The sculptor, Ms. Emilie Fiero, was a newcomer to Cleveland at the time. She studied at the Chicago Art Institute, after which she spent a year in Florence doing marble cutting. She spent some seven years in Paris, occupying studios there both before and after the war.
The idea for the Blue Heron (then “Herron”) Fountain originated in Ms. Fiero’s mind when she was doing some modeling in the New York Zoological Park, where the forms of the stately birds appealed to her imagination.
28 STEPS IN THE SCULPTURE AND CASTING PROCESS ARE ILLUSTRATED BELOW
1. A sturdy armature of wood was constructed to support the clay sculpture.
2. The fountains were hand-sculpted in clay to match the original bronze drinking fountains.
Here, the oil clay, in a mesh bag, is kept at optimal working temperature in a heated tank of water by sculpture conservation assistant Emmett Lodge.

3. The clay is built up over a wood and foam core. This step critically establishes the height and tapering width of the original bronze drinking fountains.
Once the height and basic shape of the form is perfected by matching measurements in images of the original fountains, the high relief forms of herons, cattails and the frogs can be added.

4. All available images were collected and enlarged.
The fountain in the images was compared to the clay form by comparing measurements of features for accurate scaling.

5. Sculpting began by markings in the clay for correct placements of the relief figures, then forms began to be added.

6. Here, Tom Podnar has nearly completed the sculpting in clay. Tom is the senior sculpture conservator of McKay Lodge Conservation Laboratory.

7. Tom originally thought the four frogs would be the most difficult to sculpt. But it turned out that these delightful features were relatively easy to recreate.

8. A rubber mold has to be poured around the finished recreation. Clay is used to establish the thickness of the poured rubber. This clay seen here being applied forms a temporary gap between the sculpted clay and a plaster shell yet to come. Plastic wrap keeps the clay spacer from sticking to the sculpting.

9. The temporary clay spacer that establishes what will be the thickness of the poured rubber mold is now entirely covering the sculpted clay.

11. Now the plaster shell that will contain the poured rubber mold is formed.

12. The plaster shell is made in two halves that can be rejoined into a whole shell again.

13. One half of the plaster shell has been removed revealing the clay that has temporarily formed the spacing for the rubber yet to be poured.

14. The two halves of the plaster shell have been removed and now the temporary clay and plastic wrap spacer is being removed and discarded.

15. The two plaster shells are rejoined and tightly strapped together.
They have been placed to center the sculpted clay based on previously made markings on the plywood base.
There is now a roughly uniform-width gap between the sculpted clay and the plaster shell into which the casting rubber is poured.

16. The cured rubber has been cut along the line of division of the two half plaster shells. The rubber remains in the stiff plaster half-shell which supports it from distorting. This inside surface of this rubber has captured all the detail of the sculpted clay.

17. The interior surface of each half of the rubber molds were coated with brushed on molten wax to build up a thickness of three eights of an inch. The halves were strapped tightly together again and into the mold, molten red wax was poured and slushed around the seam to bond the halves together. When cooled, this was repeated as necessary until the desired thickness of wax was achieved. This thickness of wax will be replaced with the same thickness in bronze. These red wax reproductions of the drinking fountains are hollow.

18. The two hollow wax reproductions are encased, both inside and outside, in a strong plaster/sand investment mold. The mold is baked in a kiln for three days to a temperature of 1000 degrees to drive out moisture and melt away the wax form within the mold. This baking is termed the “burnout”. Once the burnout is complete the investment mold is buried in a sand pit (along with others for the “bronze pour” that work day).
Here, the molten bronze alloy is poured into the investment molds. The two larger buried molds seen here contain the two reproductions of the fountains. The molten bronze fills the void within the mold where the wax was before the burnout. During the burnout the wax is melted away or “lost”, hence this is known as the “lost wax” bronze casting method.

19. The freshly poured castings are allowed to slowly cool in the sand pit. The drinking fountains are the two largest in the front.

20. Each of the two new bronze castings have to be fitted with bronze bowls, fonts, button valves and internal water lines.
Here a bronze bowl is about ready to be welded into place.

21. Each drinking fountain receives a fabricated stainless steel armature and means to bolt the fountains down to their stone bases.

22. The stainless steel armature is welded by Tom Podnar.

23. After “chasing,” which is the process of removal of rough surface bronze material from the casting and fine finishing work of the surface details, each fountain is lightly abraded to achieve a smooth and uniform surface.

24. Then the clean, bare bronze receives a chemically-induced transparent brown patina for a beautiful appearance.
This is done by repeated applications of certain chemicals and repeated heating with a large propane torch to force the reactions with the metal.

25. To protect the patinated bronze from the formation of green copper corrosion products (the bronze alloy contains copper) a wax protective coating is applied with heat.
This causes the wax to penetrate into the surface porosity of the metal.

26. The two reproductions of the original but stolen 1928 bronze drinking fountains are now complete and ready for installation. Here shown in the sculpture conservation shop at McKay Lodge Conservation Laboratory.

27. Emmett Lodge cleans the blocks of stone with high pressure water and a mineral abrasive. The blocks of stone are the original supports for the fountains.

28. The two bronze drinking fountains are plumbed to water lines, bolted down and made operable.

Relevance: Art Conservation in Cleveland, Sculpture Conservation, Objects Conservation, Outdoor Sculpture Conservation